Mechanical action of continuous mixing in a stirrer for a determinate time (100 rpm)
Chemical Action
Chemicals concentration tested at different levels vs sludge volume
Crude oil volume vs sludge volume tested to check chemical injection process
STEP 1
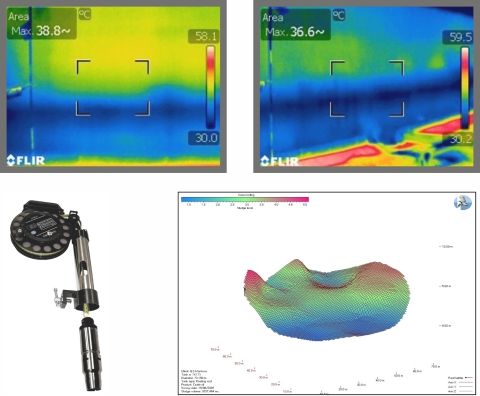
Sludge Mapping & Characterization
Mapping
Thermographic, density and viscosity profiles are taken to determine the quantity of sludge
Characterization
Sampling, density & viscosity profiles and analysis of the sludge enable the optimal tank cleaning strategy to be developed.
Parameter
Method
H2O Marcusson
ASTM D95
Soxhlet Oil
EPA 3540C
Soxhlet Residue
EPA 3540C
105 C Residue
APHA 2540G
600 C Residue
APHA 2540G
Asphaltenes
IP 143
STEP 2
Cold Tapping
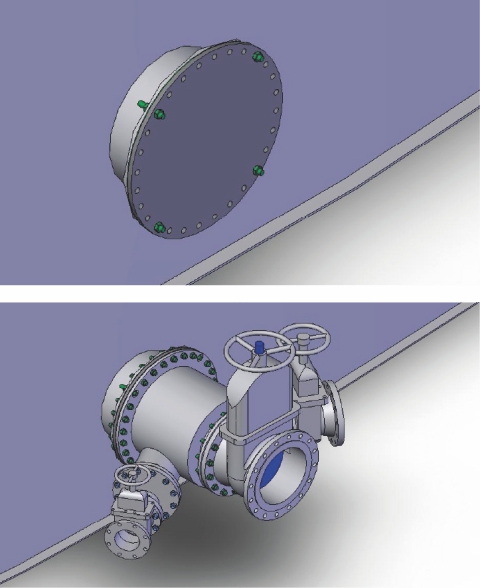
Without opening the tank, several bolts are removed from the lateral man-way, leaving 8 bolts in place.
The manhole adaptor, with a gasket, is placed over the man-way and bolted down. The adaptor has 8 larger holes to fit the man-way plate bolts.
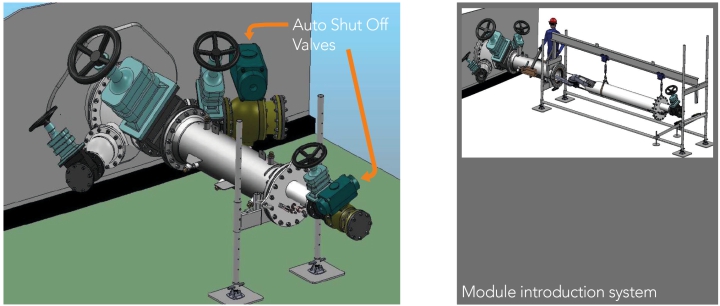
Two side valves (10” and 6”) and one 16” (front) valves are installed on the adaptor. The valves are closed and the assembly is leak tested.
Without taking the tank out of service, a cold tapping device is used to cut the man-way.
The cold tapping device is bolted in place
The main valve is opened and the cutting head cuts into the man-way flange.
STEP 3
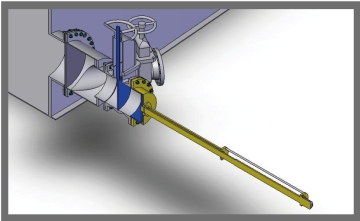
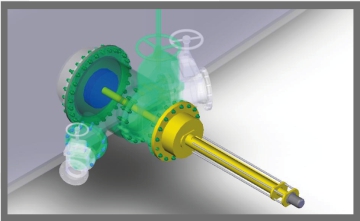
Installing Telescopic Jet
The cold tapping device is removed and replaced by the telescopic jet. The tank remains in service throughout this operation.
STEP 4
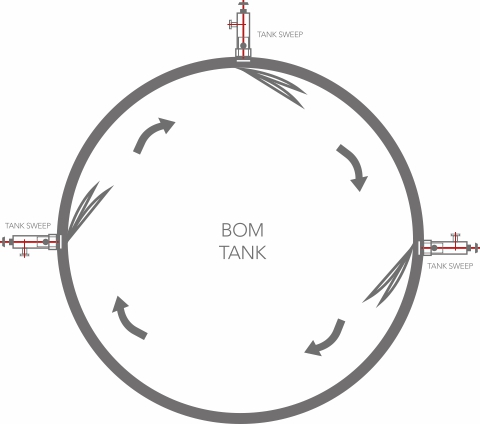
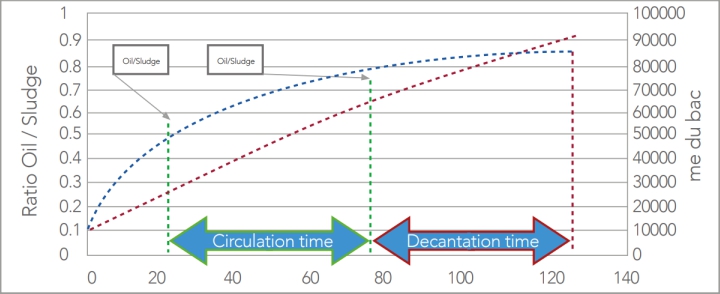
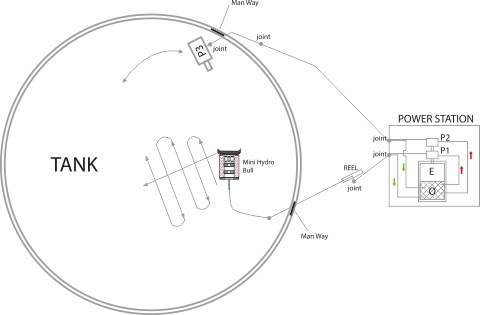
Circulation System
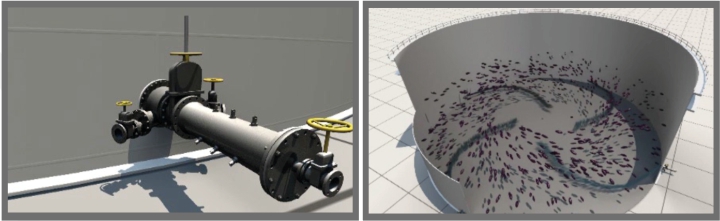
Circulation
The position of the jetting tool is controlled hydraulically or manually.
The range of the jetting tool is:
+/- 20° vertically
180° horizontally
The washing and dilution effect of fresh crude is from the lowest tank level (maximum specific energy) to the highest (maximum paraffin dispersion).Circulating
Circulating while filling the tank
Paraffin suspension and dispersion with mechanical action and chemical injection
Without taking the tank out of service, we are able to run desludging phase according to your offloading program. It means that we can start circulating as soon as you need to fill the tank, we will stop circulation early enough to permit water and sediment settling. Quality control, sampling and analysis will be done every three hours during this phase. Crude oil quality will not be affected.
STEP 5
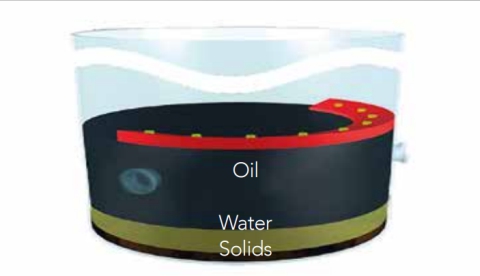
Separation
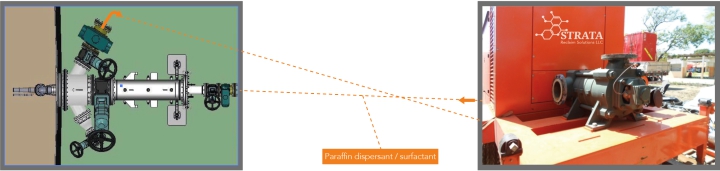
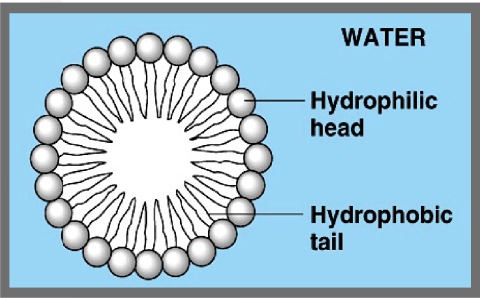
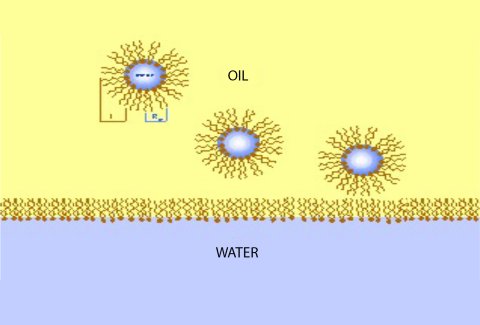
Paraffin dispersant/surfactant agent action:
Allows oil, fats and hydrocarbons to disperse into water through reduction of surface and interfacial tension.
A temporary stable emulsion is formed which afterwards breaks allowing the hydrocarbons, water and solids to separate in layers.
At the end of the circulation, or more if necessary, the oil and water are separated from the solid phase.
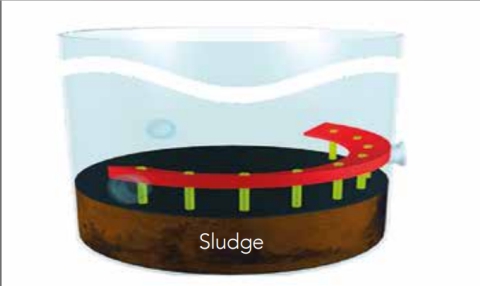
Sludge consisting of sand and gravel mixed with oil and water.
Sludge now has up to 95% of the hydrocarbons removed and returned to the oil phase.
Hydrocarbon can be recovered by customer to be sent to a tanker. After last circulation to empty the tank (if needed) crude oil will be recovered from the 10” valve and thereafter from bottom drains.
STEP 6
Oil Recovery & Water Disposal
Tank emptying to a tanker
Thermal and dipping assessment to check remaining sludge
Next circulation planning
Tank always in service
No influence on tankers offloading program
Crude Oil Quality Control
BS&W
Centrifugation AT1500 rpm
MIXING 50/50 WITH Xylène
Demulsifier add
Key parameter for oil quality
Tanker Transport Simulation
Centrifugation at 1500 rpm without mixing, long time settling simulation
Test done at 15 degrees Celsius to simulate minimum tanker hull temperature
STEP 7
Degassing
With the floating roof lowered, the gas extraction takes place.
The gas is extracted from the tank using a pneumatic Venturi extractor.
STEP 8
Final Cleaning
24V ATEX lighting system installation
Residual sludge removal
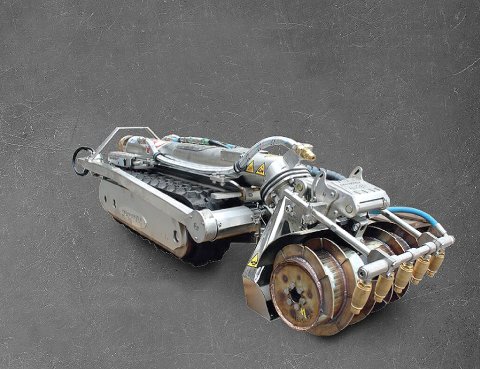
Automatic tools for removal (Mini Hydrobull)
Hand Tools utilization – Anti-spark materials (bronze, wood, aluminum)
Very low CSE man-hours due to maximized sludge recovery during desludging
H.P. cleaning
Washing water transfer to a designed point
Water treatment systems (skimming, clarification) available at request
Man entry for final cleaning is required.
To limit the confined space entry time, we operate the Mini Hydrobull system that collects the residual
sludge to the suction point of the pump placed inside or nearby the tank.